L’assemblage par clinchage est un procédé de fixation utilisé pour joindre des pièces en tôle sans avoir besoin de soudage, de vis, de rivets ou d’adhésifs.
Il est également connu sous les noms de marque suivants; Tog-L-Loc®, Rivclinch®, Tox® et Pressotechnik Le procédé utilise une petite presse et un outillage spécial pour former localement et plastiquement un emboîtement entre deux (ou plusieurs) feuilles.
Comment fonctionne l'assemblage par clinchage?
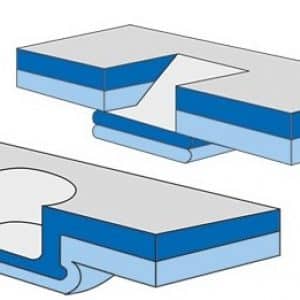
Le processus utilise généralement un poinçon mâle solide et une matrice femelle divisée contenant 3-4 quadrants (pensez à un mandrin de perçage). Les outils consistent généralement en un poinçon et une matrice, tous deux généralement ronds. Le processus utilise généralement un poinçon mâle solide, une matrice femelle fractionnée contenant 3-4 quadrants (pensez à un mandrin de perceuse). Ce poinçon est forcé dans les deux pièces de feuilles de métal à joindre. Étant donné que le poinçon et la matrice femelle situés en dessous ont des rayons de coin et un jeu suffisant entre les deux pour l’épaisseur combinée de la feuille de métal, le métal ne se déchire pas. Au lieu de cela, les deux pièces de feuilles de métal sont bombées et sont pressées dans la matrice femelle reposant sous les pièces.
Dans le cas d’une matrice femelle fractionnée, lorsque le poinçon mâle ou poinçon supérieur atteint une pénétration prédéterminée, les quadrants de la matrice femelle se dilatent, permettant ainsi aux deux pièces de tôle d’être poussées vers l’extérieur, créant une sorte de joint en queue d’aronde, sauf dans ce cas circulaire. Lors de la rétraction du poinçon, les quadrants de la matrice femelles fractionnée se rétractent également vers l’intérieur lorsque le nouvel assemblage de joint emboîté est retiré.
Les tailles typiques pour les feuilles de 16 GA ou moins sont 3/16 « -3/8 » de diamètre x 1/16 « -1/8 » de dépression / projection.
Avantages de l'assemblage par clinchage
- Temps de cycle faible; < 1 seconde par joint;
- Réduction du coût et du poids: aucun élément supplémentaire n’est requis, comme des vis, des rivets ou des adhésifs;
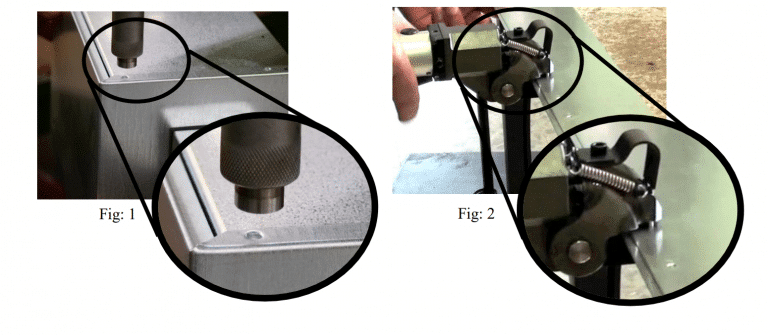
- Coût réduit de la machine; généralement une petite presse mécanique ou hydraulique suffit (voir Fig. 1);
- Pour les assemblages plus grands qui pourraient être difficiles à manipuler ou à orienter vers la presse, des appareils portatifs (machines pneumatiques ou hydrauliques) peuvent être utilisés (voir Fig. 2);
- Aucun trou pré-percé ou perforé n’est requis (comme ce pourrait être le cas pour le rivetage);
- Contrairement au soudage par points, il peut être utilisé sur des tôles pré-peintes, sans endommager la surface peinte;
- Excellent pour assembler l’aluminium, ce qui peut être difficile à souder par points;
- Peut joindre des métaux différents ou mélangés, par exemple acier à l’aluminium;
- Peut être facilement automatisé et ne nécessite pas de personnel qualifié;
- Respectueux de l’environnement: ne nécessite pas de prétraitement avec des solvants, des acides ou d’autres liquides nocifs;
- La résistance mécanique du matériau métallique à proximité du joint est généralement augmenté grâce au verrouillage mécanique et par l’écrouissage;
- Propreté: le processus ne produit ni éclats ni émanations;
- Flexibilité: les mêmes outils peuvent être utilisés pour une large gamme de matériaux.
Quand utiliser le clinchage?
L’assemblage par clinchage est un excellent choix lorsque vous travaillez avec:
- Des feuilles de tôles et aciers minces
- L’assemblage de métaux revêtus, galvanisés ou peints
- L’assemblage de métaux différents où le soudage pourrait être difficile
- Le montage de composants qui ne nécessitent pas une haute résistance structurelle aux joints
Limitations de l'assemblage par clinchage
- Méthode de fixation non structurelle et non porteuse de charge
- Aspect visuel: Généralement pas utilisé lorsqu’une apparence cosmétique est requise. Le procédé laisse une petite dépression d’un côté et une projection de l’autre.
- Des gabarits peuvent être nécessaires pour maintenir les pièces en position avant l’assemblage car il n’y a pas de trous pré-percés ou poinçonnés qui aident au positionnement.
D’examiner les options de jonction avec votre fabricant de métal dès le début du processus de conception, offre une meilleure chance de trouver la méthode optimale qui répondra à vos exigences.
Pour plus d’information s’il vous plaît contacter TriparTech@Triparinc.com.